
2020 AFPM Summit: Measuring stick: Using the proper tool goes a long way
Measuring stick: Using the proper tool goes a long way
SERGIO A. ROBLEDO, Haldor Topsoe Inc.
Haldor Topsoe continues its research in grading technology and has introduced numerous products over the years (FIG. 1). Our expanded line of TopTrap™ products—TK-18 TopTrap™, TK-22 TopTrap™ and TK-24 TopTrap™—can be seen in FIG. 2. Haldor Topsoe invented and commercialized the concept of a graded bed system, including high-void inerts and active ring-shaped catalysts, more than 40 years ago and continues to be at the forefront of this technology.

FIG. 1. Numerous products introduced by Haldor Topsoe over the years.
FIG. 2. Haldor Topsoe’s expanded line of TopTrap™ products.
As new grading products to address pressure drop have been developed, so has the advent of more difficult crudes that bring their own set of potential issues for refiners. Add to that the growing age of refineries, and it is no surprise that even today, reactor fouling continues to be an issue in some hydroprocessing units. It is safe to say that this is still an important concern for the refining engineer, and it is only prudent to want a fair comparison among all the choices out there. To that point, a proper measuring stick to compare performance between cycles and products is key to making an informed decision.
Different formulas, or variables, have been proposed in the past to clarify this issue: they range from guidelines for appropriate grading space velocity in different services to calculating what the remaining void fraction is that corresponds to actual pressure drop. While both have their merits, they both ignore one key aspect: the value-add of the grading products. Liquid hourly space velocity (LHSV) will allow for acceptable performance but ignores the functionalities and difference in performance among different products. Void fraction method applies to an overall bed void fraction, but pressure drop is usually confined to the grading/top of the bed, which all have inherently different void fractions. Deciding which void fraction to use to ascertain performance depends on what is causing the pressure drop issue to begin with—along with a thorough understanding of particle size distribution and concentration—which is data that most refiners do not have.
On the surface, a key performance metric is cycle length, or total run days. Refiners are interested in achieving the longest cycle length, especially when the unit is limited by pressure drop and not catalyst activity. However, this ignores how many barrels have been processed over that time frame. Consequently, it is fair to say that a clearer picture of performance is how many total barrels have been processed over that cycle. The assumption would then be that if a unit processes more total barrels over that cycle length, then the chosen grading technology is the clear winner. In fact, that would be incorrect, as it ignores the volume of grading installed in the reactor, which must be part of the evaluation.
Example. The metric in this example uses simple numbers to communicate the message clearly. Suppose that a unit processes 1 bpd of feed; and with the current grading technology, it ran for 100 days. This means that this cycle processed a total of 100 bbl. The grading is then replaced with a competitor’s technology and the unit runs for 150 days, while processing 1 bpd, equating to a total of 150 barrels. Everyone is content with the increased cycle length and feels that this is a win (FIG. 3).
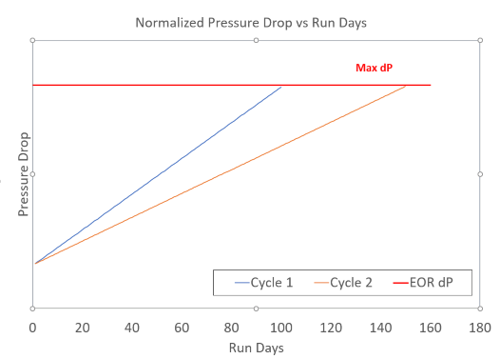
FIG. 3. Example cases of pressure drop vs. cycle length.
However, did the refiner choose the best technology and receive the best value based on this change? When you look further, the first cycle was loaded with 1 ft3 of grading, while the second cycle doubled the amount of grading to 2 ft3. This means that the barrels processed per volume of grading is not the same—in fact, the grading technology used in the first cycle gives the best value (TABLE 1).

TABLE 1. Best value for grading technology.
If the refiner had chosen to double the volume of the first grading technology, then it would have processed 200 bbl of feed. This delivers the best economic value, irrespective of run cycle length, which for argument’s sake would have been 200 days and longer than the second cycle. Plotting normalized pressure drop vs. bbl processed per ft3 of grading will give the true performance of the grading technology. FIG. 4 shows that if all else is equal, namely grading volume, the grading technology in the first cycle gives the refiner the best overall value.
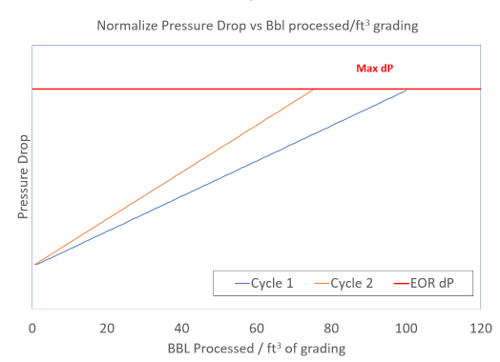
FIG. 4. Plotting normalized pressure drop vs. bbl processed per ft3 of grading will give the true performance of the grading technology.
Case stories/examples. FIG. 5 shows an ultra-low sulfur diesel (ULSD) unit where the grading system was improved to include the appropriate material to attack the cause of the pressure drop issue—in this case, iron sulfide. A small layer of TK-25 TopTrap™ was added and the bbl per volume of grading (bbl/ft3) was increased for cycle 2 compared to cycle 1, which amounted to more than 12 MMbbl more of diesel processed over that load and significant economic value to the refiner. This data is a true comparison of the two graded bed systems and clearly shows that the addition of the TK-25 TopTrap™ provided the improved performance. The unit ended up shutting down on activity and experienced no pressure drop in cycle 2.
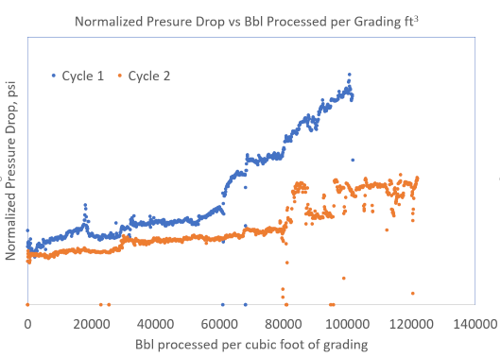
FIG. 5. A ULSD unit where the grading system was improved to include the appropriate material to attack the cause of the pressure drop issue—in this case, iron sulfide.
FIG. 6 shows a gasoil hydrotreater in the Midwest that operates parallel trains with flow control. The unit loaded competing grading technologies to compare performance. The train utilizing the Topsoe grading system showed better performance and the unit was shut down to replace the competitor’s grading. The customer went back with a Topsoe grading system for both trains.
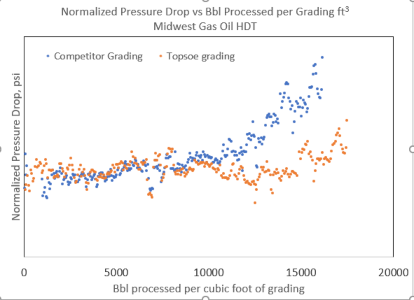
FIG. 6. Comparing the performance of competing technologies for a gasoil hydrotreater in the Midwest that operates parallel trains with flow control.
Note: The key to getting the best value from your grading system is two-fold: the grading technology itself and, arguably just as (if not more) important, the technical expertise and understanding of what is causing the issue. There are always caveats to this comparison, including the impact of unexpected shutdowns and drastic changes in feed quality from one cycle to the next, but that can be included in the detailed evaluation we conduct together with our clients.
If you are experiencing pressure drop issues in your reactor, we recommend that you consult the experts at Haldor Topsoe who have an intimate knowledge of the problems plus contributing factors, and will utilize every possible source of information to provide a graded-bed system that offers your hydrotreating reactor the best value and solution for success.
For more information, visit https://www.topsoe.com/processes/pressure-drop-controL
ABOUT THE AUTHOR


SERGIO A. ROBLEDO is a Senior Key Account Manager, Hydrocracking Catalysts, for Haldor Topsoe Inc. in Houston, Texas. He provides expert technical advice to clients relating to the selection, use and operation of hydrocracking catalysts and technologies. He is also responsible for developing refinery business opportunities to acquire new accounts and maintain existing ones. Mr. Robledo holds a BE degree from Stevens Institute of Technology and has more than 20 years of experience in the hydrocarbon processing industry. The author can be reached at SRO@topsoe.com.


Comments