
2020 AFPM Summit: Optimum use of H2 in the production of drop-in green fuels
Optimum use of H2 in the production of drop-in green fuels
MARCO MÁRQUEZ and BRIAN BUMGARNER, Matheson, a Taiyo Nippon Sanso Corporation company
Refiners are increasingly required by government mandate to include a fraction of renewable fuel into their pool; this inclusion is primarily in gasoline and diesel. The first generation of biofuels (e.g., ethanol, biodiesel) present a number of challenges, such as compatibility and stability, because their chemical structures are different to those of petroleum-based products.
Green fuels, also referred to as second-generation renewable fuels, can be produced by commercially available processes that convert renewable fats, oils and greases (referred to as organic materials) into renewable diesel, jet and naphtha. One key step of this unique multi-step, multi-phase process is the hydrogenation of the organic materials at elevated temperature and pressure in a catalytic reactor—comparable to refinery hydroprocessing. The end-products are fuels that are molecularly nearly identical to fuels produced from petroleum-based processes. Green fuels can be directly blended (drop-in) with their petroleum-based counterparts (e.g., jet and diesel). This advantage has prompted some refiners to consider integrating green fuels processes into their business.
H2 use to produce green fuels. The hydrotreating step in green fuels production requires high-severity conditions to cope with the nature of the raw material. TABLE 1 presents a comparison of the typical overall (makeup) hydrogen (H2) consumption per barrel of processing capacity (expressed in standard cubic feet per barrel, or scf H2/bbl) for various hydrotreating processes. Depending on the feedstock and technology, the overall consumption of H2 required to produce green fuels can be comparable to, or even higher than, petroleum-based hydrocracking. Consequently, in most green fuel projects, a new dedicated, onsite H2 plant—usually a steam methane reformer (SMR)—is required.
In recent green fuel projects, it has become evident that the SMR is a key contributor to the cost and overall environmental emissions of this so-called “green project.” Hence, it is important to optimize the H2 process and its overall integration in the green fuels facility.
|
Process |
scf H2/bbl |
|
Isomerization, jet hydrotreating |
50–150 |
|
Gasoline hydrotreating |
100–150 |
|
Lube polishing |
250–350 |
|
Heavy/coker naphtha hydrotreating |
50–500 |
|
Gasoline hydrotreating (ULSG) |
450–650 |
|
Diesel hydrotreating (ULSD) |
450–1,200 |
|
Hydrocracking |
1,800–2,000 |
|
Hydrocracking (residual upgrading) |
1,400–2,500 |
|
Green fuels |
1,700–2,900 |
TABLE 1. Typical range of H2 consumption (makeup) for various hydroprocessing, scf H2/bbl
H2 production optimization considerations for green fuels projects. The value of the green fuel project’s end-products is typically linked to the overall carbon index of the facility. Therefore, minimizing carbon dioxide (CO2) emissions during the H2 production process plays a key role in the project viability. A 25-MMscf/d SMR can emit ~170,000 mtpy–190,000 mtpy (metric tons per year) of CO2 from the SMR furnace stack (using strictly natural gas for feed and fuel, and taking a credit for the steam export coproduction). The actual figure will depend on the SMR process design and its corresponding capital investment. Green fuel units often have byproduct streams that can be smartly integrated into the H2 production plant in a variety of ways that may reduce the carbon emissions of the H2 process, including:
- Hydrocarbon streams formed in side reactions from the renewable organic feed. The CO2 emissions associated with these streams should not contribute to the facility’s carbon index. These types of streams, usually rich in propane, could be further processed and sold as secondary green fuels themselves. Depending on the economics of the local market and incentives, it may be more attractive to utilize these byproduct streams as a feed and/or fuel to the H2 production unit and use less natural gas. Processing streams heavier that natural gas (e.g., green LPG or naphtha) will usually require a pre-reformer in front of the main reformer to assist with the reactions of heavier (C2+) hydrocarbons and avoid undesired side reactions and other issues in the main reformer.
- An offgas stream, rich in unreacted H2, that requires further processing before it is recycled as fresh H2 feed to the hydroprocessing unit. This type of stream could be a candidate for direct H2 recovery through an adsorption-based purification system, but also can be considered for use as feed and/or fuel to the H2 production unit. Three basic options are shown in FIG. 1.
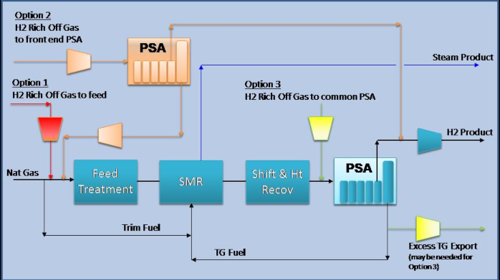
FIG. 1. Basic options for processing and re-use of associated H2-rich offgas.
Determining the optimal use of the available green fuels unit byproduct steams is not always straightforward and is highly dependent on specific local factors, including:
- Green fuel market for propane-rich and other coproducts
- Local mandates and tax incentives
- Natural gas pricing
- The actual, realized value of the CO2 emissions (in $/metric ton)
- Capability for steam export from the SMR and its value (direct and CO2 indirect)
- The cost of utilities (specifically power, to evaluate compression scenarios)
- The capability of the green fuels plant or adjoining facility to absorb excess byproduct fuel
- Associated capital and operating cost.
Advantages to refiners outsourcing the H2 supply. Many refineries outsource the H2 supply via over the fence (OTF). They understand that industrial gas companies (IGC) own, operate and maintain multiple SMRs worldwide and can benefit from their expertise and the associated advantages, including a commitment to safety, guaranteed efficiency, improved reliability, infrastructure maintenance, and predictable and lower overall H2 costs. Refiners now dealing with green fuel projects can rely on the guidance of IGCs to provide integrated, high-efficiency/low-polluting and lowest lifecycle cost-designs for the H2 supply. Matheson has recently engaged in several green fuel projects in the U.S. and Europe. Its technological expertise in complex scheme development and process design optimization has proven valuable to customers in the early stages of the conceptual phase of project development. Proper evaluation of all factors, with detailed process simulation of the option concepts and estimation of capital cost impact, result in an optimized arrangement and integration of the H2 production unit with the green fuels facility.
For more information, please contact the authors of visit our website at https://www.mathesongas.com/hyco
ABOUT THE AUTHORS
MARCO MÁRQUEZ is Global Director of Business Development—Refining for Taiyo Nippon Sanso’s U.S. company, Matheson. He has more than 30 yr of combined multidisciplinary global experience in the oil industry and with industrial gas companies. He holds an MSc degree and a PhD in chemical engineering from North Carolina State University. Dr. Márquez can be reached at mamarquez@mathesongas.com.
BRIAN BUMGARNER is Director of HyCO and Energy Solutions for Matheson’s Global Hydrogen and Syngas Business. He has 28 yr of experience in engineering and industrial gases with more than 20 yr developing complex integrated schemes and process concepts for H2 and syngas projects. He holds a BS degree in chemical engineering from Carnegie Mellon University. Mr. Bumgarner can be reached at bbumgarner@mathesongas.com.


Comments