A comprehensive technical evaluation of polypropylene technology platforms
V. R. KARRI and P. G. KANE Saudi Aramco, Dhahran, Saudi Arabia
The escalating global demand for polypropylene (PP), fueled by its widespread use in packaging, automotive and consumer goods industries, has prompted a wave of capacity expansion initiatives across East Asia and the Middle East. This article presents a comprehensive technical evaluation of the predominant PP production platforms currently available, with emphasis on process efficiency, catalyst performance and environmental impact. The study reviews leading technology platforms, which are bulk-phase, gas-phase and multi-step sequential polymerization processes. Key technical aspects associated with each platform are analyzed to assess the operational flexibility and scalability of each platform.
Additionally, this article evaluates the carbon footprint associated with each technology, providing insights into their alignment with emerging sustainability mandates. By integrating the authors’ years of technical and operating experience coupled with open-source technical data and operational best practices, this work offers a decision-support framework for process engineers and project developers in providing technical insights for the selection of a suitable PP production technology platform for a given facility based on feedstock availability, product specification requirements and environmental compliance strategies.
PP overview. In response to the global rise in plastic consumption, demand for PP—one of the most versatile and widely used thermoplastics—has grown significantly over the past decade. This increasing demand is particularly evident in East Asia and the Middle East, where both expansion of existing production facilities and the development of new grassroots units are underway to meet growing market needs. As industry players seek to enhance production capacity through debottlenecking, revamps or new train installations, strategic decisions around process technology selection are becoming increasingly critical.
This article provides a comparative overview of the leading PP production technology platforms currently available in the market. It will examine key process parameters, product flexibility, capital intensity and operational complexity associated with each platform. The objective is to offer actionable technical insights to support engineers, project planners and decision-makers in selecting the most appropriate technology for new or expanded PP facilities.
PP is the second largest thermoplastic commodity globally after polyethylene. PP is extensively used in rigid and flexible packaging, automotive components, construction products, fibers and textiles, nonwovens and hygiene products, biaxially oriented PP films, household goods and industrial molded parts. Growth continues to be driven by light weighting, recyclability, healthcare expansion and advanced catalyst and process technologies, enabling new uses for PP.
PP was discovered in the early 1950s, but its commercial importance and consumption began after 1954 with Guilio Natta’s development of stereospecific Ziegler-Natta catalysts, which enabled the production of isotactic and syndiotactic PP having a good balance of processibility, mechanical properties and thermal resistance at low cost.
PP is a polymer produced by catalytic addition polymerization of propylene and, where required to achieve certain product properties, comonomers such as ethylene and/or butene-1.
PP is asymmetric due to the pendent methyl group, allowing different stereochemical arrangements (tacticity). This feature governs crystallinity, stiffness, clarity and thermal behavior.
PP has a low density of 0.9 g/cm3–0.91 g/cm3, good tensile strength, chemical resistance, stress crack resistance and relatively high heat deflection temperature. PP is also known as “a poor man’s engineering plastic.” It has progressively displaced higher cost polymers like acrylonitrile butadiene styrene, polyamides, and polyethylene terephthalate, as well as traditional materials such as metal, glass, wood and paper.
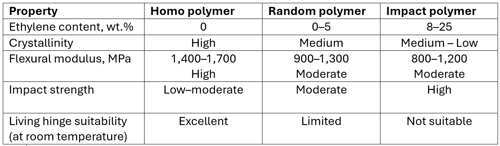
Types of PP products. Commercial PP grades are broadly classified into homopolymer, random copolymer and impact copolymer PP (heterophasic or impact PP). These product families have unique molecular structures and properties, which affect their suitability for specific applications.
Homopolymer PP exhibits high crystallinity, stiffness and thermal resistance. It is widely used in applications requiring rigidity, dimensional stability and excellent fatigue performance, such as thin-walled packaging, fibers, injection moldings components and living-hinge applications.
Random PP incorporates a low level of ethylene randomly distributed along the PP chain. This disrupts crystallinity, resulting in improved clarity, lower sealing temperature and enhanced toughness compared to homo PP, but lower stiffness and heat resistance. Random PP is preferred for transparent packaging, medical devices and flexible containers.
Heterophasic PP comprises a PP matrix with a dispersed ethylene-propylene rubber phase. The morphology provides superior low temperature impact strength and ductility, making impact PP suitable for automotive parts, appliances and industrial containers. The presence of rubber phase lowers stiffness and fatigue resistance but provides the highest impact performance.
One of the most distinctive mechanical properties of PP is its ability to form a living hinge. This property arises from PP’s semi-crystalline structure and high fatigue resistance, and its ability to undergo localized molecular orientation during flexing. During repeated bending, the polymer chains in the hinge orient along the direction of deformation, creating a structure that resists crack initiation and propagation. As a result, PP living hinges can withstand hundreds of thousands of flex cycles without breaking.
Structure-property relationships. Before delving into the process details of PP production, it is essential to grasp the various physical characteristics of the final product and how they are shaped by the manufacturing process.
The product properties of PP are predominantly determined by molecular weight (MW) and molecular weight distribution (MWD).
MW and MWD play a critical role in determining the flow behavior of PP in its molten state, particularly during processing operations such as extrusion, injection molding and blow molding.
A higher average MW generally increases melt viscosity, while a broader MWD can enhance processability by improving flow under shear, albeit often at the expense of mechanical performance. These parameters are, therefore, key in balancing processability and end-use properties.
Flowability is characterized by the melt flow rate (MFR), expressed in grams per 10 minutes (g/10 min) under a specific load and temperature. This rheological parameter indicates how easily molten PP flows through a narrow die under controlled conditions. Polymers with shorter molecular chains exhibit better flow characteristics, resulting in a higher MFR; whereas longer chains lead to lower flowability.
Mechanical stiffness of PP. Stiffness is typically assessed through mechanical testing of a specimen, yielding parameters such as flexural modulus or tensile modulus. Generally, longer polymer chains—corresponding to higher MW and lower MFR—result in greater stiffness, while shorter chains produce lower stiffness. In addition to MW, the breadth of the MWD also influences stiffness; a broader distribution tends to increase stiffness (flexural modulus), whereas a narrower distribution has the opposite effect (should improve tensile strength). The MWD is primarily determined by the polymerization catalyst system, and can be further adjusted by varying reactor conditions, such as hydrogen (H2) concentration or by introducing organic peroxides during extrusion, which promote chain scission and narrow the MWD.
Crystallinity. The molecular orientation capability of PP in its semi-solid state—commonly observed during conversion processes such as stretching or forming—is typically quantified by measuring the amorphous (non-crystalline) content of the polymer. This amorphous fraction arises due to structural imperfections in the predominantly isotactic (stereoregular) polymer chains and is commonly expressed as the xylene soluble (XS) fraction, representing the percentage of polymer that remains amorphous. A higher XS value indicates a larger amorphous component, which enhances the material’s ability to orient molecularly under stress, while lower XS values correspond to reduced orientation potential.
The catalytic system—comprising the catalyst, internal donor and electron donor—plays a critical role in determining the XS level. In general, increased crystallinity, associated with lower XS content, leads to higher stiffness. However, this improvement in stiffness comes at the expense of reduced impact resistance, highlighting the trade-off between these two key mechanical properties.
Material toughness. A material’s toughness is a measure of its ability to absorb energy and deform plastically before fracturing, and it serves as a key indicator of its impact resistance.
Impact testing is performed on standardized specimens expressed as kilojoules per square meter (KJ/m2), and often at various temperature levels to simulate different service conditions.
A higher rubber content—comprising a propylene-ethylene copolymer matrix with an increased ethylene fraction—enhances the impact resistance of the material by allowing greater energy absorption before fracture occurs.
The amount of rubber phase present is controlled by the relative production rate in the second reactor (impact copolymer reactor) compared to the first reactor (homopolymer reactor). Furthermore, the ethylene-to-propylene ratio within the impact copolymer reactor dictates the composition of the rubbery phase, enabling fine-tuning of the material’s toughness and low-temperature performance (TABLE 1).
Demand drivers and growth segments. Global PP demand continues to grow steadily, driven by its widespread use in high-value applications such as flexible packaging, automotive components, nonwovens for hygiene and medical use, electronics and fibre-based textiles. These applications benefit from PP’s advantageous combination of properties, including lightweight, chemical resistance, thermal stability and ease of processing, which make it a preferred polymer across diverse industries.
Notably, injection molding and raffia (woven sack) production remain dominant markets for PP, underpinning its global consumption base. In the automotive sector, PP is increasingly used in both interior and under-the-hood components due to its light weight and high impact resistance, supporting the industry’s shift toward light weighting and fuel efficiency.
Similarly, the nonwovens sector, particularly in medical-grade fabrics and disposable hygiene products, has seen significant growth, especially post-pandemic, further reinforcing demand.
The global PP market was valued at $93.5 B in 2021 and is projected to reach $200.4 B by 2030, growing at a compound annual growth rate of 10% from 2024 to 2030.1 The market is primarily driven by increasing demand from the packaging and automotive sectors, which accounted for over 45% and 30% of the market share, respectively, in 2021. The Asia-Pacific region is expected to be the fastest-growing market, with significant contributions from China and India. The rise in employment rates has also boosted the demand for packaged food and personal vehicles, further enhancing market growth.1
This growth is fueled by urbanization, rising disposable incomes and increased polymer use in consumer goods and automotive manufacturing. Furthermore, sustainability trends are reshaping the polymer landscape. Initiatives promoting the circular economy, such as recycling innovations and lightweight material substitution, are enhancing PP’s environmental profile and long-term viability.
As polymer technologies evolve—such as the development of high-impact copolymers and advanced nucleation agents—PP is expected to maintain its position as one of the most versatile and widely used thermoplastics in modern industry.
PP PROCESS TECHNOLOGIES
Commercial PP production technologies can be broadly classified into slurry, bulk (liquid propylene), gas-phase and multizone processes. Modern capacity is dominated by bulk and gas-phase routes due to its simplicity, high productivity and compatibility with advanced catalysts.
Slurry-phase PP process. In slurry processes, propylene is polymerized in an inert hydrocarbon diluent (e.g., hexane or heptane) using Ziegler-Natta or metallocene catalysts. Polymer particles are suspended in the solvent, with heat removed via external circulation through heat exchangers.
After polymerization, the slurry containing PP particles and hydrocarbon diluent is discharged from the reactor system and sent to a separation section. The polymer is separated from the solvent by flashing and/or filtration, followed by washing to remove residual catalyst, cocatalyst and atactic polymer. The recovered solvent is purified and recycled back to the reactor system.
The wet polymer powder is dried, degassed and purged with nitrogen and/or steam to remove residual hydrocarbons and monomers. Stabilizers and additives are added to the polymer resin melted in an extruder and pelletized. Some additives or product property enhancers may be added during the melting processing. The pelletized polymer is conveyed to storage silos or packaged for shipment.
For impact PP, the homopolymer slurry reactor is followed by a gas-phase reactor since the rubber phase is soluble in the diluent and cannot form a discrete morphology in slurry.
Although technically proven, slurry processes have become largely obsolete due to advancements in high-activity catalysts that enable bulk and gas-phase processes with far fewer unit operations, simpler flowsheets, improved operability and lower energy consumption, eliminating the need for solvent handling, recovery and extensive washing steps.
The typical process flow diagram of the bulk process is presented in FIG. 1.
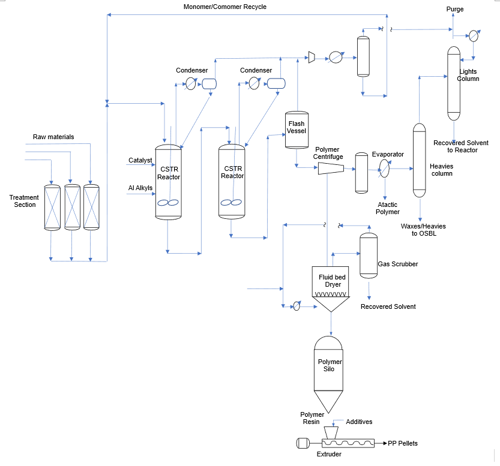
FIG. 1. Typical process flow diagram of the slurry-phase PP process.
Bulk (liquid propylene) PP process. In bulk processes, liquid propylene acts as both a monomer and reaction medium. Polymerization is carried out in loop reactors with heat removal through reactor walls and jackets.
Polymer slurry from the bulk loop reactor is depressurized in one or more flash vessels, where unreacted liquid propylene is vaporized and recovered for recycle. The resulting polymer powder is degassed with nitrogen to remove the residual monomer and light hydrocarbons.
The degassed powder is fed to an extrusion and pelletization unit, where it is melted, homogenized, pelletized and cooled. Additives and stabilizers are introduced either by dry blending with the powder or as molten additives during melt processing. Pellets are pneumatically conveyed to storage silos or packaged.
Impact copolymers are produced by transferring the homopolymer powder to a downstream gas-phase reactor, where ethylene and H2 form the elastomeric phase. Bulk processes offer high productivity, excellent H2 response, good particle morphology, and are widely used for large-scale PP production.
The typical process flow diagram of the bulk process is shown in FIG. 2.
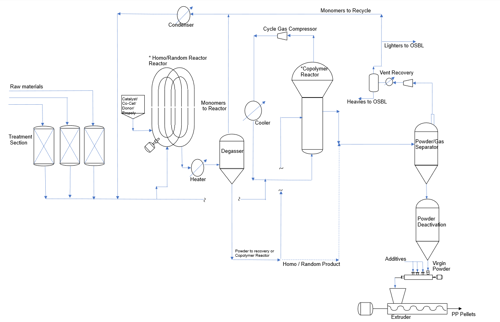
FIG. 2. A typical process flow diagram of the bulk (liquid propylene) PP process. Note: The homo reactor is usually a loop reactor, followed by a fluidized bed gas-phase reactor as a copolymer reactor.
Gas-phase PP process. Gas-phase processes use fluidized-bed or stirred gas-phase reactors. Heat is removed by recycled gas cooling and partial condensation of propylene, providing latent heat removal.
Polymer powder discharged from the gas-phase reactor(s) contains entrained monomers and H2, which are removed in a series of degassing and purge vessels operating under reduced pressure and inert gas stripping. Recovered monomers are compressed, purified, if required, and recycled to the reactor system.
The degassed polymer powder is blended with antioxidants, stabilizers and performance additives before being fed to the extrusion and palletization section. Melt extrusion provides homogenization and incorporation of additives, followed by pelletization, cooling, drying, and transfer to product silos or packaging facilities.
For impact grades, a second gas-phase reactor is added to grow the rubber phase. Gas-phase technologies are solvent-free, operationally flexible and well suited for modular capacity expansion, though they require careful control of particle morphology and fines.
The typical process flow diagram of the bulk process is detailed in FIG. 3.
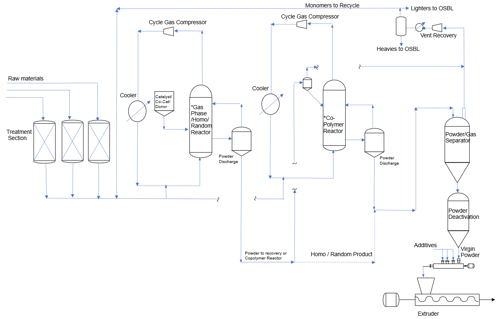
FIG. 3. Process flow diagram for the gas-phase PP process. Note: the gas-phase reactor could be a fluidized bed, vertically agitated or horizontally agitated.
Multizone PP process. The multizone gas-phase process is a recent development and employs a single circulating reactor with distinct reaction zones (e.g., riser and downer). Different reaction conditions are maintained in each zone, allowing graded or bimodal polymers to be produced on the same particle.
The polymer powder exiting the multizone circulating reactor and any downstream gas-phase reactor is routed to a degassing and purge section similar to conventional gas-phase processes. Residual propylene, ethylene and H2 are removed and recycled to the reactor system.
Following degassing, additives are incorporated, and the powder is melt-processed in an extruder for palletization. The finished pellets are cooled, dried, classified and conveyed to storage silos or packaging units. From a downstream processing perspective, multizone technologies share common finishing and packaging systems with other gas-phase PP processes.
For impact PP, an additional gas-phase reactor may be added downstream. Multizone processes combine high flexibility with reduced reactor count but require sophisticated control and catalyst robustness.
PP catalyst evolution. The versatility and growth of PP can be attributed to advancements in PP catalysts (improved productivity and H2 response) coupled with simplified manufacturing processes, resulting in improved properties and expanded PP property envelope.
Early generations of catalysts focused on enabling isotactic PP with basic stereo control but low activity and high ash.
Intermediate generations introduced magnesium chloride (MgCl₂)-supported catalysts, internal and external donors, and improved H2 response, allowing higher throughput and better polymer quality.
Advanced Ziegler–Natta catalysts (including phthalate-free systems) provide excellent stereoregularity, MW control and comonomer incorporation, enabling high-performance commodity and specialty grades.
Single-site (metallocene and post-metallocene) catalysts offer uniform active sites, narrow MWD and precise comonomer placement, supporting premium and specialty PP applications.
A catalyst generation overview is detailed in TABLE 2.
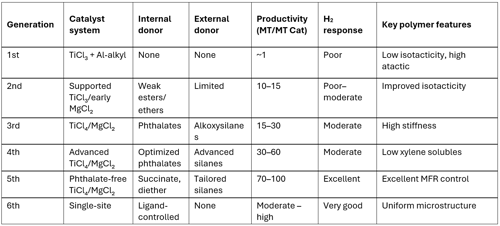
TABLE 2. Catalyst generation overview
Key features: Bulk vs. gas phase. PP bulk and gas-phase processes are the industry standards for high volume production. Each process offers unique advantages (TABLE 3). While they differ in their physical reaction environments, both processes are highly optimized and in use widely across the globe.
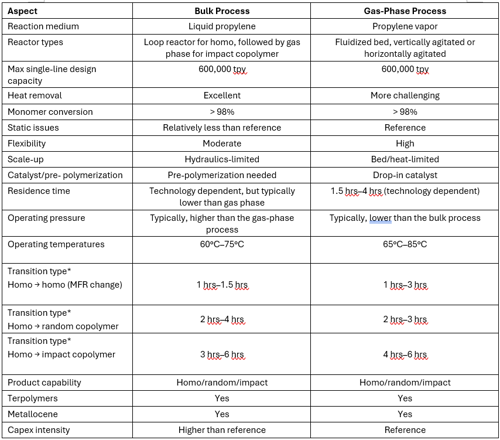
TABLE 3. Key features of the bulk and gas-phase PP processes
*Grade transition performance depends not only on the reactor type but also on the reactor inventory and residence. These values are technology-typical and depend strongly on plant design and operating philosophy. Fluidized-bed gas-phase transitions are not inherently faster, as bed inventory and longer effective residence times often dominate overall transition dynamics.
Carbon intensity (CI). CI is a metric used to evaluate the amount of greenhouse gas (GHG) emissions, typically expressed as carbon dioxide equivalent (CO2e), per unit of production or energy output. This measure is critical in understanding the environmental impact of industrial processes, energy generation and material production, including polymers.
PP is one of the most widely used thermoplastics globally. However, the production of PP is energy intensive and traditionally relies on fossil fuel feedstocks, which contribute significantly to GHG emissions. As a result, the CI of PP production—measured as the amount of CO2 or CO2e emissions per ton of product—has become a key environmental performance indicator.
Conventional PP manufacturing involves polymerizing propylene derived from crude oil refining or natural gas processing.
Efforts to reduce CI in PP manufacturing include adopting renewable energy sources, improving process efficiency and integrating circular economy principles such as mechanical and chemical recycling. Additionally, the development of bio-based PP, derived from renewable feedstocks like bio-propane, offers a pathway to significantly lower emissions. Carbon capture and utilization or carbon capture and storage technologies are also being explored to further decarbonize production sites.
Reducing the CI of PP aligns with global climate goals and supports corporate sustainability strategies. It also responds to increasing regulatory demands and consumer preference for greener materials. As the industry moves toward a low-carbon future, innovation in feedstock sourcing, process optimization and emission reduction technologies will be essential to making PP production more environmentally sustainable.
CI drivers. CI in PP manufacturing is influenced by several key drivers, which vary depending on the production process—bulk-phase or gas-phase polymerization. Both methods are widely used in the industry, and each has distinct energy and emissions profiles that affect overall carbon intensity (TABLE 4).
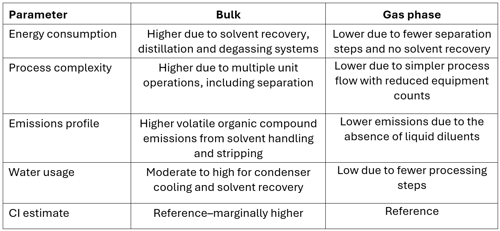
TABLE 4. CI parameters in bulk and gas-phase PP processes
TECHNOLOGY AND LICENSOR SELECTION CONSIDERATIONS
Technology and licensor selection is inherently multi-dimensional. The most advanced technology is not always the most suitable, and no single solution fits all licensors or markets. Selection must balance market needs, operability, risk, capital efficiency and long-term economics.
Key selection criteria.
- Technology-related: Process type and flexibility, heat removal and reactor design, H2 and comonomer response, startup, shutdown and turndown capabilities, and specific raw material and energy consumption.
- Operability and maintainability: Operational complexity and automation, fines, sheeting and handling risks; turndown ratio; specific consumptions; maintenance philosophy and safety record.
- Product portfolio and market fit: Capability for homo, random and impact PP; product consistency and quality; and market acceptance and geographic penetration.
- Commercial and sustainability aspects: Capital and operating costs, energy efficiency and environmental footprint, licensor technical support and environmental, social and governance alignment.
A structured evaluation across these dimensions ensures robust, long-term technology selection aligned with both business and operational objectives.
Takeaway. The technology platform should be selected based on the required products grade slate (technological capability) and the ability to produce the required quantity (nameplate capacity). Once this is completed, a techno-economic analysis based on the various parameters highlighted above must be completed. Specifications such as greater market capitalization, proven large capacity units, lower capital and operational expenditures, and the ability to produce a wide range of products provide operators a pathway to select the best technology for their operational needs. Issues such as commercial terms, licensing requirements and limitations must also be considered. Where additional units are added to an existing facility, issues such as ease of operations, reliability and inventory optimization are also factors.
LITERATURE CITED
1 Market Research Future, “Polyproplyene market,” April 6, 2026, online: https://www.marketresearchfuture.com/reports/polypropylene-market-1063
The Authors

Venkata Rajesh Karri is a Senior Engineer with the Project Management Department at Saudi Aramco. He has > 18 yrs of experience in process, projects and operations in the petrochemicals industry. His experience spans the complete project cycle for both greenfield and brownfield developments, commissioning, operating, troubleshooting and optimizing new/revamp of polyolefins units in the Asia-Pacific region. Karri earned a BTech degree in chemical engineering from Jawahar Lal Nehru Technological University, Hyderabad India, and is a certified Project Management Professional from PMI.

Prasad Kane is an Engineering Consultant at Saudi Aramco, bringing > 33 yrs of extensive experience in processing, projects and operations within the petrochemical sector. A specialist in varied polyolefin and polymer technologies—including gas, slurry and solution processes—he has held significant leadership and technical roles at BASF India, Reliance Industries Limited, Essar, OQ and SABIC. His expertise spans the complete project cycle for both greenfield and brownfield developments, with a particular focus on technology evaluation, commissioning and operational excellence. Kane earned a BE degree in chemical engineering from Shivaji University (India).

Comments