
2021 AFPM Summit Virtual Edition: FCC revamp delivers better IRR, yield improvements than estimated
ADRIENNE BLUME, Executive Editor, Hydrocarbon Processing
On Tuesday afternoon of the AFPM Summit virtual meeting, Scott Barton of Phillips 66 and Rahul Pillai of KBR discussed the opportunities, challenges and lessons learned for an FCC revamp at the Wood River refinery.
Barton gave some background on the 314,000-bpd Wood River refinery in Roxana, Illinois, which is jointly owned by Phillips 66 and Cenovus Energy. The refinery processes mainly heavy, high-sulfur and bitumen-based crude, with some light, low-sulfur crudes. The facility has two FCCUs, one alkylation unit, one hydrocracker, two delayed cokers, one naphtha reformer, one hydrotreater and one SRU.
It was decided to revamp the No. 1 fluid catalytic cracker (FCC1) as the reactor and stripper reached their end of life in 2018. The revamp scope included replacing end-of-life equipment and capturing the benefits of state-of-the-art reaction technologies, while preserving a neutral weight, making minimal impact to the structure, maintaining high safety standards and staying within the 40-day mechanical turnaround schedule.
The FCC1 upgrades focused on three areas, as indicated by the stars in FIG. 1: (1) the feed nozzle technology, including upgrading the sweeping riser into the reactor to a vertical riser; (2) the cyclone section, which was upgraded from an older, semi-closed-coupled cyclone system; and (3) the stripper section, which was a modified stripper from the mid-1980s that was approaching end of life and received a modern technology revamp.
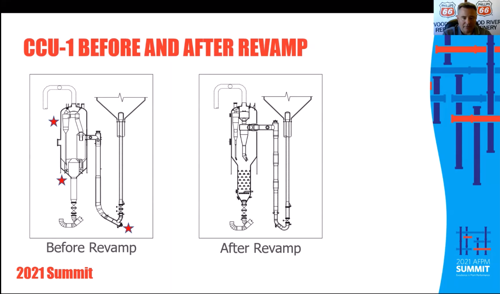
FIG. 1. The FCC1 upgrades focused on three main areas.
Rahul Pillai of KBR explained how several KBR technologies were used to upgrade the FCC1. The feed nozzles on the new vertical riser configuration were upgraded to ATOMAX-STF nozzles. These nozzles give smaller oil droplets, uniform riser cross-sectional coverage, superior mechanical reliability and ease of access for inspection.
Secondly, an upgraded closed cyclone riser termination system (FIG. 2) was chosen for the Wood River refinery upgrade. "Now that the desired product is in the riser, a well-designed riser termination system is required to preserve these products, such as gasoline, and prevent over-cracking into dry gas and coke make," Pillai explained.
"KBR's closed cycle riser termination achieves this objective by quickly separating the catalyst from the hydrocarbons and minimizing the hydrocarbon and catalyst suspension in the reactor dilute phase." A negative-pressure closed cyclone system was installed at the Wood River refinery; KBR also offers a positive-pressure closed cyclone system.
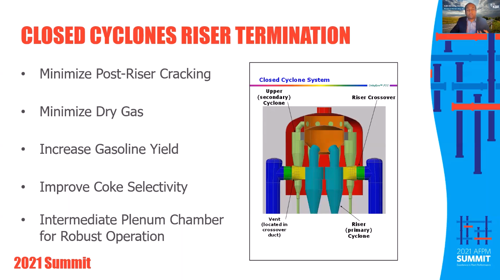
FIG. 2. An upgraded closed cyclone riser termination system was chosen for the Wood River refinery upgrade.
The third design feature was the shed-deck stripper packing, which has a pipe-grid steam distributor located immediately below the lowest baffle of the shed deck. The shed-deck stripper packing offers more stages per vertical height, intimate mixing between catalyst and steam, and superior lateral mixing of catalyst and steam.
Barton next discussed the revamp project implementation and lessons learned. Approvals began in October 2014, pre-turnaround construction commenced in March 2017, turnaround construction began in March 2018, and mechanical completion was marked in April 2018. First production from the revamped FCC1 occurred in April 2018.
"One of the big takeaways for the success of this project was the pre-turnaround planning and construction (FIG. 3)," Barton explained. "We knew we had limited time during the turnaround, so our goal was to try to get all of the pre-work done as we could, which would minimize the number of surprises and extensions on the turnaround dates. We ended up getting around 80% of the structural steel modifications done while the unit was running, and we also staged 80% of the new riser into the structure and welded about 50% of it inside the structure by the time the turnaround started. We installed about 50% of the new piping, we pre-fabricated the entire reactor vessel to come up in one piece, and we had the riser feed module built and pre-assembled at the refinery."
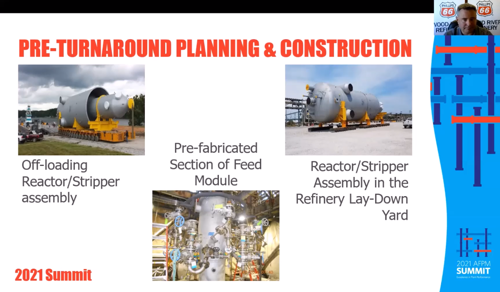
FIG. 3. The pre-turnaround planning and construction was a key reason for the project’s success.
Barton explained how the choice of contractors at the start of the project was important, because the same contractors were maintained for the length of the project to ensure continuity, good communication and teamwork.
The revamp and turnaround led to an approximately 25% reduction in dry gas, around a 5 vol% increase in liquid product (C3– to slurry) yield, an approximately 50°F reduction in regenerator bed temperature observed at constant conversion, and around a 30% reduction in slurry.
Barton also noted that the payout and IRR were both better than estimated, due to the project being slightly under-budget and a better-than-anticipated yield improvement from the feed nozzles and the risers.
The AFPM Summit continues through Wednesday. To access news and editorial from the AFPM Summit, visit the Conference News tab on the homepage of www.HydrocarbonProcessing.com.


Comments