
2021 AFPM Summit Virtual Edition: The future of gasoline
CHARLIE CHOU, Sulzer GTC Technology
Our awareness of our responsibility for our living environment has grown stronger, leading more countries to mandate higher emissions standards for automobiles. As a result, refineries are being impelled to reduce sulfur content in gasoline, their largest fuel product.
Tighter environmental specifications. Among all blending sources used for the gasoline pool, fluidized catalytic cracking (FCC) naphtha is the major contributor for sulfur and usually requires hydrodesulfurization (HDS) treatment. FCC also provides decent octane numbers, largely due to its rich olefin content. However, regardless of the use of sulfur-selective catalysts, FCC naphtha HDS still inevitably saturates a significant portion of olefins and results in octane number loss across the FCC naphtha HDS unit. This has become a pressing issue for refineries trying to meet higher gasoline standards yet having to reduce their profitability from the loss of octane value.
Sulzer GTC’s GT-BTX PluS℠ technology is a simple two-column extractive distillation system that can be dropped into a typical FCC naphtha HDS configuration and completely avoid the octane loss problem. FIG. 1 shows a typical FCC naphtha HDS configuration (FIG. 1a) and the upgraded configuration with a GT-BTX PluS℠ unit (FIG. 1b).
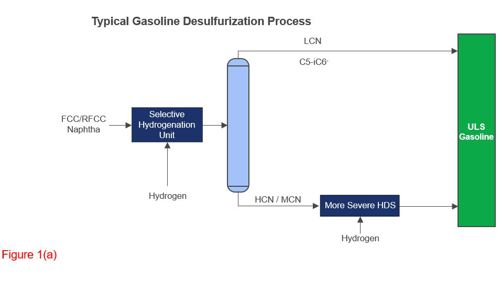
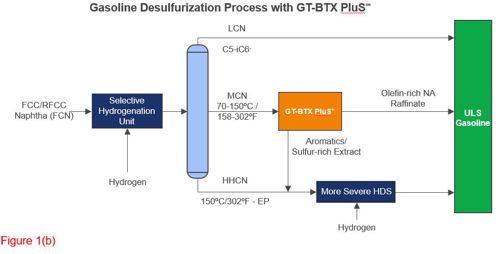
FIG. 1. Typical naphtha HDS configuration (1a) compared to upgraded configuration with GT-BTX PluS℠ (1b).
In the upgraded configuration with the GT-BTX PluS℠ unit, the majority of the olefins in the original heavy cracked naphtha (HCN) are being cut to a new medium-cracked naphtha (MCN) stream, which is fed to the GT-BTX PluS℠ unit. The GT-BTX PluS℠ unit efficiently separates the MCN into two product streams: aromatics and sulfurs become extract, and non-aromatics (including olefins) become raffinate. The separation is done by using Techtiv™ extraction solvent. In this case, the raffinate with low sulfur (<10 ppm) can be blended directly to the gasoline pool without going to the HDS—almost all of the olefins are being preserved, and the octane loss is reduced to nearly zero, regardless of how stringent the gasoline sulfur specification is.
TABLE 1 compares the key differences of the two configurations. The benefits of GT-BTX PluS℠ are clear—as a result, refineries no longer need to sacrifice their profitability to meet higher gasoline standards.
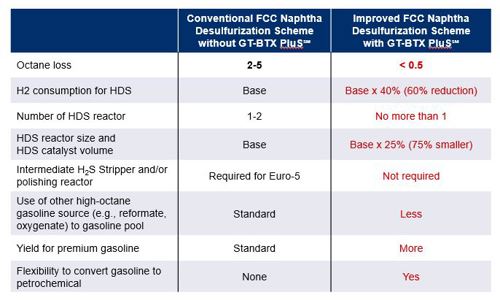
TABLE 1. Comparison of FCC naphtha scheme with and without GT-BTX PluS℠
Gasoline-to-petrochemical transformation. Another challenge for refineries around the world is the rapid market change. Due to the increasing popularity of electric cars and the improved efficiency of fuel-based cars, global gasoline demand is shrinking at an accelerating speed. Refineries are under tremendous pressure to transform their gasoline product into more valuable output, such as petrochemical products that are still at a steady growth rate in the long-term forecast.
The GT-BTX PluS℠ technology is also well positioned to help refineries achieve such a gasoline-to-petrochemical transformation. FIG. 2 shows an FCC naphtha processing configuration with a GT-BTX PluS℠ unit for the purpose of petrochemical production.
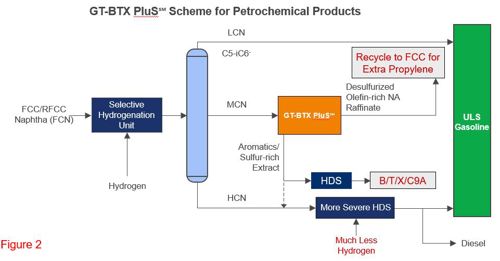
FIG. 2. GT-BTX PluS℠ for petrochemical products.
This configuration for petrochemicals production is basically identical with the configuration in FIG. 1 for gasoline production. However, in petrochemicals mode, the extract from the GT-BTX PluS℠ unit (which is already pure aromatics plus sulfurs) is diverted to a separate small HDS where the sulfur is reduced to <1 ppm. The petrochemical-grade benzene/toluene/xylenes (BTX) are then produced. Depending on different FCC types and severities, the aromatics content in the MCN can range from 30%–75%. Considering the FCCU is often the largest unit in a refinery, it can be easily converted to be a major aromatics producer.
Moreover, the olefin-rich non-aromatics raffinate from the GT-BTX PluS℠ unit is an ideal stream to be recycled back to the FCCU to be easily cracked for additional propylene yield. By recycling the raffinate, the FCC propylene yield can be potentially increased by another 2%–6%, which is a great boost for FCCUs aiming to maximize propylene.
The existing light cracked naphtha (LCN) can also be recycled back to the FCCU to increase propylene yield with some modification of the FCCU. The HHCN (the heavy remaining portion after the light portion of the original HCN was cut to MCN) is heavy enough to be blended into the diesel or jet fuel pool, if desired.
The configuration with GT-BTX PluS℠ provides refineries a unique capability, with very small investment, to easily convert gasoline molecules into petrochemical molecules. Such refineries will have a superior position to prevail in the future, even when gasoline product is no longer desired.
GT-BTX PluS℠ process. The process is based on an extractive distillation process that consists of only two major columns: an extractive distillation column (EDC) and a solvent recovery column (SRC), shown in FIG. 3 below. A highly-efficient extraction solvent, Techtiv® DS, recirculates between the two columns to extract the aromatics and sulfurs from FCC MCN to be the extract, while rejecting the non-aromatics, including olefins, to be the raffinate.
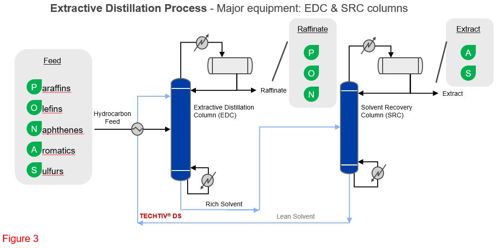
FIG. 3. GT-BTX PluS℠ technology.
The separation by GT-BTX PluS℠ is so efficient that the olefin rejection is nearly complete (almost no olefins and other non-aromatics in the extract), as well as for the sulfur extraction (raffinate can always have <10 ppm sulfur). That allows GT-BTX PluS℠ to operate in two different modes:
- Gasoline mode ( 1, bottom) recovers nearly all the existing octane loss while meeting the tightest sulfur specifications, increases the premium gasoline volume, significantly reduces H2 consumption, and doubles the HDS catalyst lifetime.
- Petrochemical mode ( 2) converts a large portion of FCC gasoline to petrochemical products (aromatics, propylene) and diesel, if desired.
The two operating modes can be switched within a day without unit showdown to swiftly adapt to market demand. Such flexibility is invaluable for any refinery to maintain its profitability in the long run.
As a simple two-column system, GT-BTX PluS℠ requires very low CAPEX and very low OPEX. For a 50,000-bpd FCCU, the GT-BTX PluS℠ unit’s CAPEX is roughly only $30 MM. OPEX is normally offset by the significant H2 saving from the HDS unit, making its operating costs negligible. The project return of a GT-BTX PluS℠ unit drop-in is typically < 2 years.
ABOUT THE AUTHOR
Charlie Chou is Business Segment Leader (Refining, Aromatics and Derivatives) for Sulzer GTC Technology at the company’s headquarters in Houston, Texas. He is a co-inventor of several of Sulzer GTC’s proprietary processes. Mr. Chou began his career with GTC Technology at the company’s R&D center, and then continued as a Process Engineer and Manager in the engineering, technology and licensing departments. Mr. Chou served as the first General Manager of GTC’s Beijing office from 2006–2010. He earned his BS degree in chemistry at National Taiwan University and his MS degree in chemical engineering at Montana State University.



Comments